全国咨询热线电话:
0737-8561858 13755025442
高温风机的叶轮采用直径3.2mm热317电焊条打底焊时,焊接电流If=13―140A,电弧电压Uf=18―20V,焊接速度控制在3―3.5m/h。当使用直径4.0mm电焊条焊接时,焊接电流If=160―170A,电弧电压Uf=22―24V,焊接速度控制在5.5―6.5m/h。
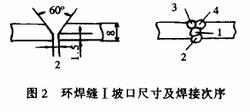
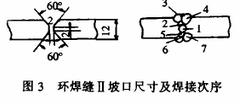
为较好地控制高温风机叶轮结构的焊接应力和由此而引起的焊接变形,必须按照图2及图3的焊接次序焊接环缝I和焊接环缝II,并在焊完上述环缝后尽快进行前后盘、中盘和叶轮片的组合角焊。